칩 부품을 간단·정확하게 측정하는 방법
스마트폰 및 가전제품이 소형화·경량화·슬림화됨에 따라 제품에 실장 되는 칩 저항기 및 세라믹 콘덴서 등 전자 부품의 사이즈가 소형화되고 기판 실장 또한 고밀도화됨으로써 최근의 기판 실장 기술은 구현 기술의 난이도가 높아지고 있습니다. 여기에서는 전자 디바이스나 기판 실장 기술에서의 문제와 그 평가, 해석에 이용된 백색 간섭계 탑재 레이저 현미경, 원샷 3D 측정기의 활용 사례를 소개합니다.
- 칩 부품의 실장 방법
- 리플로우란?
- 리플로우 화로의 온도 제어(무연)
- 표면 실장에서 발생하는 문제
- 기판의 휨 측정 사례
- 알루미늄 전해 콘덴서 단자의 다점 평탄도 측정 사례
- 솔더 페이스트의 두께 측정 사례
- 저항막의 두께 측정 사례
- 저항 피막의 크랙·트리밍 깊이 측정 사례
- 그린 시트의 패턴 폭 측정
칩 부품의 실장 방법
전자 부품의 소형화와 기판 실장의 고밀도화에 따라 납땜 방식은 리플로우가 주류가 되고 있습니다.
| 납땜 방식 | 특징 | |
|---|---|---|
| 장점 | 단점 | |
| 인두팁 |
열에 의한 스트레스가 적음 |
온도 편차가 큼 |
| 뜨거운 공기 |
열에 의한 스트레스가 적음 |
온도 편차가 큼 |
| 레이저 |
|
대량 생산에 적합(긴 처리 시간) |
| 펄스 히트 |
|
대량 생산에 적합(긴 처리 시간) |
| 리플로우(적외선식) |
|
|
| 리플로우(온풍식) |
|
|
| 플로우 납땜 |
|
|
리플로우란?
플럭스와 과립상의 작은 땜납(수십 미크론)이 균일하게 혼합된 솔더 크림(솔더 페이스트)을 구멍이 있는 금속판(메탈 마스크) 위에 바르고 스퀴지(주걱)로 얇게 펴서 인쇄 후 부품을 올려 가열, 납땜하는 방법입니다.



온도는 5단계로 제어합니다(아래 참조).
리플로우 화로의 온도 제어(무연)
보통 2단계로 가열합니다. 첫 번째 가열로 기판의 온도를 균일하게 유지하고 두 번째 가열에서 솔더 크림을 녹입니다. 가열 온도와 시간은 리플로우 화로의 종류와 사용되는 부품에 따라 달라집니다.

표면 실장에서 발생하는 문제



기판의 휨 측정 사례
통전 시의 온도 상승 및 주위 환경의 온도 변화에 의한 기판의 휨이나 경년 변화에 의한 실장 불량이 발생하지 않는지를 분석합니다. 상온에서 260℃의 고온까지의 온도 변화로 인한 기판의 휨을 측정할 수 있습니다.




알루미늄 전해 콘덴서 단자의 다점 평탄도 측정 사례
기판 실장 불량이나 실장 강도에 영향을 주는 콘덴서 단자의 평탄도를 측정할 수 있습니다.

솔더 페이스트의 두께 측정 사례
기판에 도포된 솔더 페이스트의 막 두께를 측정할 수 있습니다.

저항막의 두께 측정 사례
실크 인쇄로 전사된 소결 전의 습식 상태의 저항막의 두께, 체적을 측정할 수 있습니다.
습식 상태에서의 막 두께를 측정할 수 있으므로 계절이나 날씨, 소결 공정의 조건을 효율적으로 설정할 수 있습니다.

칩 저항기의 구조
칩 저항기는 도자기 등의 절연 기체의 표면에 저항 소자를 형성하고, 양단에 전극을 주어 주로 표면 실장에 적합한 각판형의 소형 고정 저항기입니다.
각형 칩 저항기의 일반적인 구조
- (1) 단자 전극에 리드선이 없다
- (2) 납땜 또는 본딩이 가능
※멜프형(원통형)도 있습니다만 자주 사용되지 않습니다.

- A
- 보호막
- B
- 외장 도금
- C
- 단자 전극
- D
- 세라믹
- E
- 저항 피막
- F
- 내부 전극
- G
- 니켈 도금
- 세라믹(기판)
- 저항체의 소결, 트리밍을 견딜 수 있도록 세라믹 판으로 만들어져 있습니다.
- 저항기
- 후막, 박막의 종류가 있습니다.
- 전극
- 저항체를 내부 전극을 통해 단자 전극에 연결합니다. 3층 정도의 구조로 되어 있습니다.
- 보호막
- 저항체 표면에 직접 습기나 먼지가 부착되지 않도록 수지나 유리를 도포합니다.
저항 피막의 크랙·트리밍 깊이 측정 사례
칩 저항 값이 규격 내에 들어가도록 관리하기 때문에 저항막의 트리밍 길이, 깊이를 측정할 수 있습니다.
또한 트리밍부에 생기는 크랙의 폭, 깊이 측정도 할 수 있습니다.

레이저 트리밍
칩 저항기는 스크린 인쇄로 각 층을 형성합니다. 세라믹 기판 상에 수백 개 이상의 저항체가 형성되기 때문에 약간의 인쇄 상태의 편차가 저항값의 편차에 직결됩니다.
저항 값에 편차가 있으면 칩 저항기의 전기적 특성이 정격 내에 들어가지 않기 때문에 저항 값을 조정하는 공정인 「레이저 트리밍」이 필요하게 됩니다. 레이저 트리밍은 저항체를 한 소자씩 측정하면서 레이저로 절단하여 목표 저항 값을 달성하고 편차를 줄이는 공정입니다.
- (1) 미리 목표 저항값보다 낮은 것을 목표로 저항체를 인쇄
- (2) 저항체에 트리밍을 넣음으로써 전류 경로가 좁아져 저항값이 올라감
- (3) 목표 저항 값으로 트리밍을 멈춰 칩 사이의 편차를 줄인다

- A
- 전류 흐름
- B
- 레이저 트리밍
- C
- 트리밍 양이 적으면 저항값 변화「소」
- D
- 트리밍 양이 많으면 저항값 변화 「대」
※트리밍으로 반올림된 분, 저항체의 전류 경로가 좁아지므로 저항값이 증가
트리밍 중의 저항값 변화로부터 최종 트리밍 길이나 트리밍 형상을 결정
형상이 직선 절단과 L절단인 경우 절단 길이에 의한 저항값 변화를 나타내면 L절단은 최종 절단부에서의 정밀도가 높고 종단에서의 마이크로 크랙의 영향을 줄일 수 있습니다.


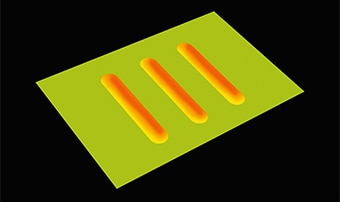
그린 시트의 패턴 폭 측정
습식 상태의 그린 시트(유전체)의 패턴 폭, 두께를 측정할 수 있습니다.

칩 적층 세라믹·콘덴서의 구조
유전체를 끼운 2장의 전극판이 콘덴서의 기본 구조가 됩니다.
- (1) 세라믹 유전체 재료가 되는 티탄산바륨 BaTiO3등 유전 재료를 캐리어 필름 위에 도포
- (2) 이것을 건조시켜 그린 시트를 작성
- (3) 그린 시트 위에 팔라듐, 은, 니켈 등을 포함한 페이스트형 전극 재료를 인쇄
- (4) 10~1000층을 겹쳐서 압착, 절단
- (5) 소성하여 외부 단자를 은 도금함으로써 칩 적층 세라믹 콘덴서가 완성
세라믹의 소성에서는 10% 정도 수축하기 때문에 이것을 예상한 치수 설계가 중요합니다.

- A
- 외부 전극
- B
- 내부 전극
- C
- 세라믹 유전체
콘덴서의 정전 용량은 전극판의 면적에 비례
여러 개의 콘덴서를 병렬 접합하면 전극 면적이 늘어나는 것과 같기 때문에 콘덴서 수에 따라 정전 용량을 올릴 수 있습니다.
그러나 이러한 방식으로는 회로 기판에서 차지하는 용적이 커지므로 공간 절약이 불가능합니다.
따라서 적층 세라믹 칩 콘덴서는 세라믹 유전체와 내부 전극을 샌드위치 형태로 교차 적층함으로써 소형화 및 대용량화하고 있습니다.

