박리
레이저 가공의 사례로 보는 「박리」에 대해 설명합니다.
- 레이저 마킹기를 이용한 도장 박리의 기본적인 원리
- 도장 박리 사례 ~차량용 계기판 스위치의 도장 박리~
- 레이저 마킹기를 이용한 표면층 박리의 기본적인 원리
- 표면층 박리 사례 01 ~ITO 막 제거~
- 표면층 박리 사례 02 ~커넥터 단자 금 도금 박리~
- 재질별로 「표면층 박리」에 적합한 권장 모델
레이저 마킹기를 이용한 도장 박리의 기본적인 원리
수지의 표면 도장을 박리하여 바탕 기재나 도장이 보이게 하는 가공입니다.
아래 그림의 시프트 레버 가공 예에서는 흑색으로 도장된 수지를 제거하여 빛을 투과시킵니다. 또한 다중 도장된 수지를 「흑색」, 「흑색과 적색」, 「흑색과 적색과 녹색」처럼 도막별로 제거할 수 있다는 점도 레이저를 사용한 도장 박리의 특징입니다.

도장 박리 사례 ~차량용 계기판 스위치의 도장 박리~
용도 해설

기존에는 인쇄로 재현하거나 박리제(리무버) 등을 사용하여 도장을 제거해야 했지만 디자인별 인쇄용 판이나 약액 운용 비용이 필요하다는 문제가 있었습니다. 레이저 마킹기는 임의의 디자인으로 레이저광을 조사하여 박리할 수 있습니다.
또한 최근에는 조광식 스위치를 채택하는 차종이 확대됨에 따라 레이저 마킹기를 이용하는 방식이 급증하고 있습니다.
고피크 파워·쇼트 펄스의 YVO4 레이저 마킹기를 사용하여 순간적으로 높은 에너지를 대상 물체에 조사할 수 있습니다. 이 방법을 통해 가공 부분 주위에는 열의 영향을 미치지 않으면서 에지까지 정교하게 마감할 수 있습니다. 디자인 면까지 포함하는 고품질 가공을 실현합니다.

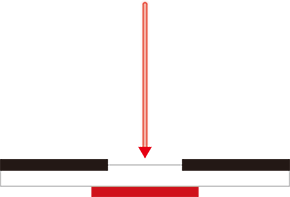
레이저 마킹기를 이용한 표면층 박리의 기본적인 원리
대상 물체 표면의 피막이나 도금 등을 제거하여 바탕이 보이는 상태로 만드는 가공입니다.
도막을 제거하는 도장 박리와 달리 도금 등의 피막을 제거하는 용도가 표면층 박리입니다. 아래 그림의 예는 알루마이트층(절연 처리층)을 제거하여 어스 포인트를 만드는 가공입니다.


표면층 박리 사례 01 ~ITO 막 제거~
용도 해설

플랫 패널 디스플레이 제조에 반드시 필요한 ITO 막(투명 전도막) 처리된 글래스 기판. 기존에는 화학 약품 등을 사용한 습식 에칭법으로 패터닝하는 것이 주류였지만, 약액을 사용하기 때문에 설비 투자에 비용이 들고 운용 비용이 필요하다는 단점이 있었습니다. 이번 예에서는 주변부와의 전도를 차단하기 위해 레이저 마킹기로 회로 주변의 ITO 막을 제거합니다.
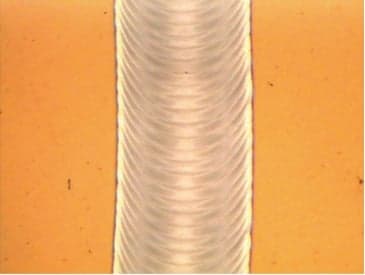
고피크 파워·쇼트 펄스의 YVO4 레이저는 글라스나 필름에 손상을 입히지 않고 탁하지 않은 깔끔한 가공을 할 수 있습니다.
약액을 사용하지 않으므로 운용 비용 절감은 물론, 수분으로 인한 필름의 신축을 방지할 수도 있습니다.
습식 에칭 설비에 비해 저렴하고 공간을 차지하지 않으므로 생산 수량에 맞춰 설비에 투자할 수 있습니다.
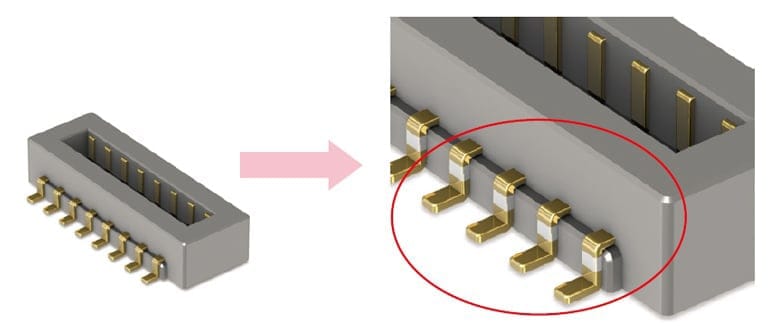
표면층 박리 사례 02 ~커넥터 단자 금 도금 박리~
단자의 금 도금을 레이저로 박리합니다.
이는 땜납의 들뜸을 억제하는 것이 목적입니다(니켈 배리어). 기존에는 도금 처리가 필요 없는 부분에 마스크 처리를 했지만, 소형화·슬림화가 진행되면서 단자의 피치가 좁아졌기 때문에 세밀하게 가공할 수 있는 레이저 마킹기로 후처리를 실시하는 방법이 일반화되고 있습니다.


니켈 배리어는 기판 실장부와 접점부 사이에 습윤성이 떨어지는 영역을 형성하는 기술입니다. 이 영역을 형성하면 땜납 들뜸과 접합부의 강도 저하를 방지하는 효과를 얻을 수 있습니다.
레이저 가공의 장점
운용 비용 절감과 가공 택 타임 향상이 가능
기존 방식에 필요했던 인쇄용 판이나 박리제(리무버) 약액이 필요 없기 때문에 운용 비용을 크게 절감할 수 있습니다. 또한 기존에는 디자인을 변경할 때마다 판이 필요했지만, 레이저 마킹기는 데이터를 소프트웨어로 불러오면 레이저로 조사할 수 있으므로 가공 택 타임을 크게 단축시킬 수 있습니다.
3D 제어로 복잡한 입체 형상에도 대응 가능
3D-CAD 데이터(STL 형식)를 불러올 수 있어 대상 물체의 형상 자체를 레이아웃의 베이스로 사용할 수 있습니다. 원주나 단차 등 기본 도형으로는 표현할 수 없는 복잡한 형상의 대상 물체에도 원하는 대로 레이저 박리 가공을 할 수 있습니다.






