


1점의 높이를 측정
측정 예: 디스펜서의 높이 측정
대상 물체의 형상, 측정기의 종류, 설치 환경 등 여러 요소를 바탕으로 높이·단차를 측정하는 최적의 측정 방법을 선택하는 것이 중요합니다. 부적합한 기기를 선정하면 필요한 정도를 확보할 수 없거나 운용 공정 수가 늘어나기 때문에 적합한 기기의 선정은 필수입니다. 이 페이지는 높이 측정기/단차 측정기를 찾고 계시는 분이 최적의 측정기를 손쉽게 선정하실 수 있도록 길잡이가 되어드립니다.
「높이·단차」를 측정하는 최적의 방법을 측정기 제안과 함께 소개합니다.
측정 예: 디스펜서의 높이 측정

측정 예: 커넥터 단자의 높이 측정
라인 레이저가 조사된 부분의 단면 형상을 취득하고 그 형상을 통해 단차를 측정합니다.

기준 포인트와 측정 포인트의 높이 차이를 측정합니다.
대상 물체가 기울어져 있는 경우에도 기울기 보정 기능이 있으면 단차를 정확하게 계측할 수 있습니다.

2차원 삼각 측정 방식
라인 레이저에 의한 다점 측정
세계 최고 속도 64000촬상/초

멀티 컬러 공초점 방식
직선성: ±0.09 µm
초소형 레이저 동축 변위 센서

측정 예: BGA의 볼 높이 측정
최대 10×10 mm의 측정 에어리어에서 8만 점의 높이 데이터를 순식간에 취득.
백색 간섭 원리를 통해 재질·색, 사각(死角)의 영향 없이 미크론 단위의 고정도 측정을 실현합니다.

대상 물체가 기울어진 경우에도 면으로 형상을 포착하므로 자동으로 보정이 적용됩니다.
미크론 단위의 고정도 측정을 실현했습니다.

측정 예: 자동차의 높이 측정
KEYENCE의 제품을 채택하신 고객의 목소리는 여기에서
업계별 고객 도입 사례【높이·단차편】
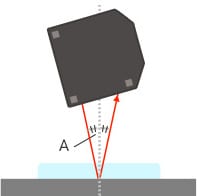
대상 물체에 광축이 수직으로 닿지 않으면 그림 1과 같이 높이 값에 기울기 θ로 인한 측정 오차가 발생합니다.
θ>0.8°일 때는 측정 오차가 약 0.01%가 되므로 영향이 우려될 시에는 사전에 보정을 실시합니다.
기울기 보정은 마스터 대상 물체를 1개 준비하여 스케일링 설정을 통해 간단하게 실시할 수 있습니다.

투명체 또는 경면체인 대상 물체를 삼각 측정 방식으로 측정할 경우 센서 헤드를 그림 2와 같이 대상 물체에 대해 투수광 각도 α의 절반만큼 기울여서 설치해야 합니다.
또한, 대상 물체가 투명체일 때는 투명체의 두께가 일정 수준 이상일 것이 안정적인 측정을 실현하는 핵심이 됩니다. 두께가 얇으면 투명체 뒷면에서 반사된 빛이 앞면의 높이 측정에 영향을 주어 측정값이 낮아질 수 있습니다.
측정에 영향을 주지 않는 두께의 한계값은 센서 헤드의 종류 및 대상 물체의 투명도, 뒷면의 반사 상태 등에 따라서도 달라지므로 제조사에 확인해 주십시오.
공초점 방식일 경우에는 대상 물체가 투명체·경면체이더라도 그림 3과 같이 센서 헤드의 설치를 변경하지 않고 측정할 수 있습니다.

대상 물체에 2D 레이저 변위 센서의 광축이 수직으로 닿지 않으면 그림 4와 같이 단차 값에 기울기 θ로 인한 측정 오차가 발생합니다.
단차를 측정하는 2점 간의 거리 X가 멀수록 측정 오차가 커집니다.
예를 들어 기울기 θ가 불과 0.1°라도 X=30 mm일 경우 측정 오차가 약 50 µm나 됩니다.
이런 이유 때문에 단차 측정 시에는 보정 기능을 사용하는 것이 일반적입니다.

단차 측정면의 한쪽 이상이 투명체 또는 경면체일 경우 그림 5와 같이 대상 물체에 대해 투수광 각도 α의 절반만큼 센서 헤드를 기울여서 설치합니다.
또한, 반드시 투명체·경면체 전용 헤드를 이용해야 합니다.
그리고 대상 물체가 투명체인 경우 앞면 높이를 정확하게 측정하기 위해서는 투명체의 두께가 일정 수준 이상이어야 합니다.
두께가 얇으면 투명체 뒷면에서 반사된 빛이 앞면의 높이 측정에 영향을 주어 측정값이 낮아질 수 있습니다.
측정에 영향을 주지 않는 두께의 한계값은 센서 헤드의 종류 및 대상 물체의 투명도, 뒷면의 반사 상태 등에 따라서도 달라지므로 제조사에 확인해 주십시오.

부드러운 대상 물체인 경우 접촉하면 함몰되기 때문에 그 만큼의 측정 오차가 발생합니다.
비접촉식을 이용하면 부드러운 대상 물체나 액면 등 변형되는 대상 물체도 측정할 수 있습니다.

얇고 가벼운 대상 물체인 경우 표면 높이를 정확하게 측정하기 위해서는 대상 물체를 눌러 들뜸(공기 틈새)이 없는 상태로 만들어야 합니다.
접촉식은 대상 물체 표면에 접촉자를 밀착시킴으로써 들뜸으로 인한 오차를 없앨 수 있으므로 비접촉식보다 적합합니다.

일반적으로 비접촉식 레이저 변위 센서는 측정 스폿이 접촉식보다 작으므로(수 µm~수 100 µm) 좁은 함몰 부분의 바닥면 높이를 더욱 정확하게 측정할 수 있습니다.

이 페이지에서는 디스펜서나 커넥터 단자·BGA의 볼, 자동차 등의 높이를 측정하는 방법과 측정기의 구조 및 측정기를 선정할 때의 핵심과 주의점에 대해 설명했습니다. 정리하면 다음과 같습니다.
측정하는 대상에 따라 그 방법이 다양합니다. 최적의 측정을 위해서는 이러한 특징을 알고, 측정기를 올바르게 선정하는 것이 매우 중요합니다.
이 페이지에서 소개한 내용 및 다른 페이지에 기재된 측정 지식과 사례에 대해 정리한 자료 「측정 방법을 알 수 있는 변위 센서/마이크로미터 서포트 가이드」는 아래에서 다운로드할 수 있습니다. 레이저 변위 센서의 라인업 카탈로그와 함께 확인해 보시기 바랍니다.
KEYENCE의 제품을 채택하신 고객의 목소리는 여기에서
업계별 고객 도입 사례【높이·단차편】
용도·업계를 선택하기만 하면 OK! 최적의 제품을 소개합니다.
레이저 변위 센서·측정기 선정 방법 사이트는 여기에서








